

Высокое качество 10 мм диаметр горячего погружения оцинкованной стали напряжение бар завод
Вопрос качества и прочности стальных напряжений – это вечная головная боль. Многие считают, что горячее цинкование – это просто напыление цинка на сталь, дающее защиту от коррозии. И вроде бы так. Но на практике все гораздо сложнее. Конечно, конечное качество зависит от множества факторов – от чистоты стали до технологических параметров цинкования. Но не стоит недооценивать роль диаметра 10 мм и, конечно, спецификаций напряжения бар, которые напрямую влияют на конечную эффективность и долговечность изделия.
Понимание сути горячего цинкования и его отличий
Начнем с самого начала. Горячее цинкование, в отличие от холодного, происходит при температуре выше 450°C. Это обеспечивает более прочную и плотную связь между цинком и сталью. В результате получается защитный слой, который не просто 'лежит' на поверхности, а образует сплав. Этот сплав обладает большей устойчивостью к коррозии и механическим повреждениям. Поэтому, несмотря на кажущуюся простоту процесса, здесь нужно быть очень внимательным к деталям. Например, многие производители пренебрегают предварительной подготовкой поверхности, что в итоге приводит к быстрому разрушению покрытия. Это как пытаться построить дом на сырой земле – фундамент не выдержит.
Один из ключевых параметров, определяющих качество цинкования, – это толщина покрытия. Она должна быть достаточной для защиты от агрессивных сред. И здесь диаметр 10 мм имеет значение. Более толстое покрытие – большая долговечность. И это не просто теоретическое утверждение. Мы сталкивались с примерами, когда изделия с недостаточной толщиной цинкового слоя выходили из строя уже через несколько лет эксплуатации в сложных условиях.
Компания Группа Пекин Юнван Промышленная Торговля, основанная в 1996 году, работает в этой сфере и имеет большой опыт. Мы стараемся всегда учитывать индивидуальные потребности заказчика и предлагать оптимальные решения, основанные на глубоком понимании технологий и материалов. Наш опыт позволяет нам выявлять и предотвращать потенциальные проблемы на каждом этапе производства.
Важность контроля качества стального напряженного профиля
Стальные напряженные профили, особенно те, что изготавливаются с использованием горячего цинкования, подвергаются значительным механическим нагрузкам. Поэтому их прочность и устойчивость к деформациям – критически важны. Недостатки в цинковом слое могут привести к образованию трещин и сколов, что ослабляет конструкцию. И это может быть очень опасно.
Нам часто поступают запросы на изготовление напряженных профилей для ограждений, каркасов зданий, элементов кровли. В таких случаях особенно важно использовать высококачественную сталь и проводить тщательный контроль качества цинкования. Мы используем современное оборудование для проверки толщины покрытия, выявления дефектов и оценки адгезии цинка к стали. Это позволяет нам гарантировать высокое качество продукции и соответствие требованиям заказчика.
Иногда встречаются попытки сэкономить на диаметре 10 мм, заменяя его на более тонкий профиль. Это может привести к значительному снижению прочности конструкции и, как следствие, к аварийным ситуациям. Лучше сразу выбрать более надежный вариант, чем потом тратиться на ремонт или замену.
Проблемы и решения при производстве напряжения бар
При производстве напряжения бар, особенно с применением горячего цинкования, возникают определенные проблемы. Например, равномерное цинкование всей поверхности изделия. Часто встречаются участки с более тонким или отсутствующим покрытием. Это может быть связано с неправильным положением изделия в цинковательной ванне или с недостаточной скоростью перемещения. Для решения этой проблемы необходимо тщательно контролировать процесс цинкования и использовать специальные приспособления для обеспечения равномерного покрытия.
Еще одна проблема – образование газов и шлаков в процессе цинкования. Эти вещества могут приводить к образованию пузырей и дефектов на поверхности покрытия. Для устранения этой проблемы необходимо использовать качественную цинковую воду и регулярно ее очищать. Мы используем системы фильтрации и рециркуляции цинковой воды, что позволяет нам минимизировать образование газов и шлаков и поддерживать стабильный химический состав цинковой ванны.
Пример из практики: Проблема деформации при цинковании
Однажды мы получили заказ на изготовление большого количества напряжения бар для ограждения парка. При цинковании изделий наблюдалась деформация, особенно в местах соединения. Причиной деформации оказалась неравномерность нагрева изделия в цинковательной ванне. Мы провели анализ процесса цинкования и внесли корректировки в параметры нагрева и перемещения изделия. В результате деформация была устранена, и качество цинкования соответствовало требованиям заказчика.
Это показывает, что даже при соблюдении всех технологических норм могут возникать проблемы. Важно иметь опыт и знания для их решения. Использование современного оборудования для контроля температуры и давления в цинковательной ванне также помогает избежать деформации и других дефектов. Мы используем системы автоматического управления процессом цинкования, что позволяет нам обеспечить стабильное качество продукции.
Выбор поставщика горячего погружения оцинкованной стали
Выбор поставщика горячего погружения оцинкованной стали – это ответственный шаг. Не стоит экономить на качестве, так как это может привести к серьезным последствиям. Важно выбрать поставщика, который имеет опыт работы в данной сфере, использует современное оборудование и предлагает гарантию на свою продукцию.
При выборе поставщика необходимо обращать внимание на следующие факторы: наличие сертификатов качества, опыт работы, отзывы клиентов, наличие собственного производства. Также важно убедиться, что поставщик использует качественную сталь и соблюдает технологические нормы при цинковании. Мы предлагаем нашим клиентам полный цикл услуг – от разработки проекта до изготовления и монтажа готовой продукции. Мы гарантируем высокое качество и надежность нашей продукции. Наш сайт https://www.bjywgm.ru содержит подробную информацию о нашей компании и предлагаемых услугах.
Мы стараемся поддерживать долгосрочные отношения с нашими клиентами, основанные на доверии и взаимовыгодном сотрудничестве. Мы всегда готовы помочь в решении любых проблем и предложить оптимальное решение для ваших задач. И наша задача - предоставить оптимальное решение в части 10 мм диаметра и напряжения бар, соответствующее вашим потребностям.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Водонепроницаемый профиль из алюминиевого сплава
Водонепроницаемый профиль из алюминиевого сплава -
 Крепления для профиля
Крепления для профиля -
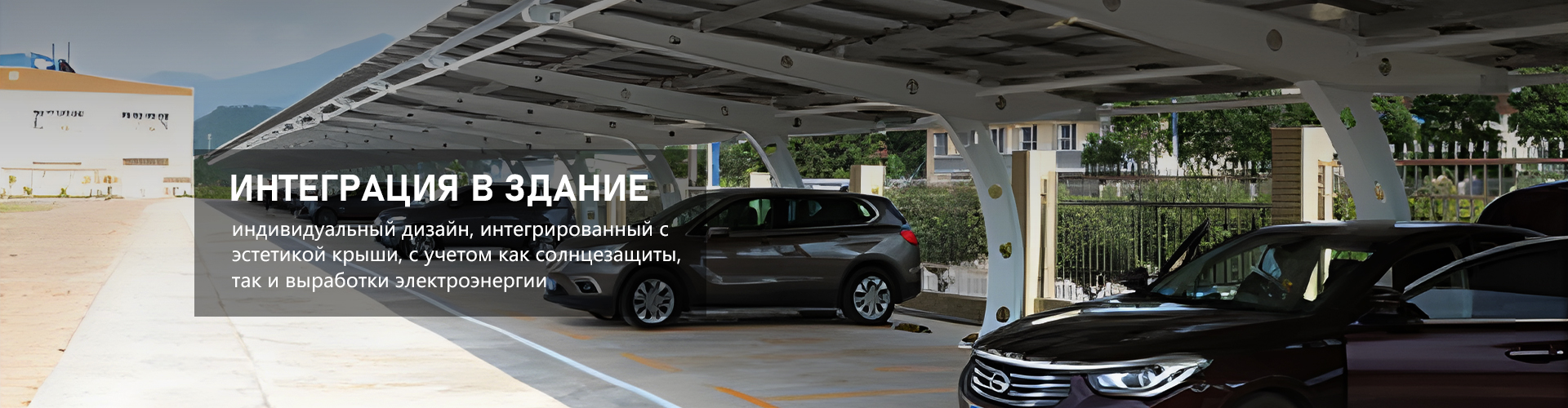
 Фотоэлектрический навес для машины
Фотоэлектрический навес для машины -
 Горячеоцинкованная U-образная хомут для труб
Горячеоцинкованная U-образная хомут для труб -
 Зажим из алюминиевого сплава
Зажим из алюминиевого сплава -
 Разъем MC4
Разъем MC4 -
 Крепежные блоки из нержавеющей стали
Крепежные блоки из нержавеющей стали -
 Пластиковые барашковые гайки
Пластиковые барашковые гайки -
 Провод заземления
Провод заземления -
 Водонепроницаемая клейкая лента
Водонепроницаемая клейкая лента -
 Треугольный соединитель с восемью отверстиями
Треугольный соединитель с восемью отверстиями -
 Водонепроницаемая резиновая полоска
Водонепроницаемая резиновая полоска
Связанный поиск
Связанный поиск- Направляющие для раздвижных стекол алюминиевые
- Цены на высококачественную сверхпрочную водонепроницаемую ленту
- Завод по производству высококачественных вертикальных водосточных желобов
- Оптовые производители цинк-алюминий-магниевых квадратных труб
- Водонепроницаемый профиль из алюминиевого сплава
- Производитель оптовой сверхпрочной водонепроницаемой изоляционной ленты
- Производители высококачественных стальных стяжек 10 мм с горячим цинкованием
- Оптовая цена на вертикальные маленькие мойки
- Завод по производству высококачественных заземляющих кабелей
- Завод по производству высококачественных рельсов из алюминиевого сплава для раздвижных конструкций